2021.09.21
消費財メーカーにおけるスマートファクトリー化の成功ポイント
効果が出せない日本企業が抱える課題とその解決策
食品・飲料業界担当

Summary
- ・消費財メーカーを取り巻く環境変化が目まぐるしい昨今、外部環境変化への柔軟な対応と生産性向上を両立するための手段の1つとして、スマートファクトリー化へ取り組むことが必要である
- ・スマートファクトリーの必要性が増す中、国内消費財メーカーはその取り組みが遅れている。遅れの要因の1つとしてスマートファクトリー化の「費用対効果を算定しにくく、投資の妥当性を判断しにくい」ことが挙げられる
- ・費用対効果を上げ、成功に導くためには、「①スマートファクトリー化が経営貢献へ繋がるストーリーを事前に描くこと」「②経営貢献と合致した工程間・工場拠点間で比較可能かつ自動モニタリング可能なKPIを設計すること」「③製造業務を棚卸し、効果が高まるポイントを絞って情報をデジタル化すること」の3つが重要となる
スマートファクトリーの必要性
昨今、国内の消費財メーカーを取り巻く環境は目まぐるしく変化し、企業には外部環境変化への柔軟な対応が求められている状況といえる。特に、メーカーの中枢機能である製造現場においては、消費者ニーズの多様化に伴う多品種少量生産への対応や、社会的に食品安全に関する意識が高まる中でISO22000[1]やFSSC22000[2]などの国際規格の認証取得・維持への対応、海外市場進出に伴うハラル認証[3]取得の対応等が求められている企業も多いのではないだろうか。
一方で企業内部では、変わらず生産性向上が求められ、製造領域においてもさまざまな課題に直面していると考えられる。例えば、データに基づいて設備稼働率低下の原因分析やボトルネック分析を行いたいが、必要なデータの収集に時間を要し対応が遅れたり、設備が故障する前に更新したいが、投資判断する明確な根拠・データがなく対応が後手になっていたりと、データが取れていないが故にデータに基づいた改善サイクルを回せていない、または、データは取れるが時間を要してしまうといった課題に直面している事例を筆者は見てきた。
このような「外部環境変化への柔軟な対応」と「内部での生産性向上」を両立させる手段の1つとして、IoTやAIなどのICT技術を活用して、データに基づいた工場の生産性向上や最適化を実現するスマートファクトリーに取り組むことが必要であると筆者は考える。なお、本記事ではスマートファクトリーを「工場の生産性を決定する各要素(ヒト・モノ・カネ・情報)に関するデータを取得・収集し、それらデータを分析・活用することで、データドリブンの“生産性の改善サイクル”や“先んじた戦略的意思決定”が可能になっており、それにより、原価低減、キャッシュフロー改善(投資抑制、在庫改善など)といった観点で経営に寄与できている状態にある工場」と定義する。
スマートファクトリー化における課題
次に、これから新たにスマートファクトリーに取り組む企業の課題について考えたい。ドイツのインダストリー4.0を発端に、世界的にもスマートファクトリーに対する注目度が高まり、近年、関連する問い合わせおよび案件も増えてきている。そんな中、クライアント企業からは「スマートファクトリー化は費用対効果が算定しにくく、投資の妥当性を判断しづらいことが課題でなかなか取り組みが進められない」といった声を多く聞く。例えば、IoT技術を活用して設備稼働状況の可視化を実現したいという要望はよく耳にするが、生産進捗状況や設備停止要因分析など具体的な可視化要件の整理まではできても、設備稼働状況の可視化の先にデータを正しく収集・分析・予測し、先んじた打ち手で設備投資の抑制や製品/仕掛在庫の抑制、歩留まり改善などの経営貢献に繋げるところまで行き着いていないというケースが多い。
ここでは、これまでの食品・消費財企業へのスマートファクトリー導入の知見から、特に経済産業省が示したスマート化の基本的なステップ[4]「レベル1:データの収集・蓄積」「レベル2:データによる分析・予測」「レベル3:データによる制御・最適化」のうち、「レベル1:データの収集・蓄積」に的を絞って、その費用対効果を上げるためのスマートファクトリー化の成功ポイントをまとめる。
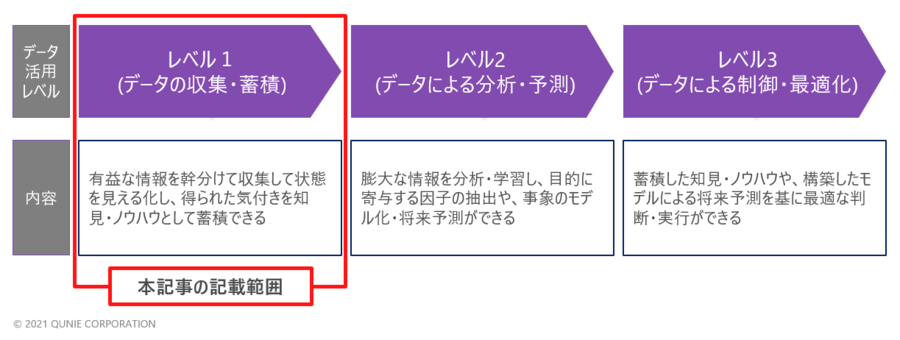
図1:スマート化の基本3ステップ
出典:経済産業省「ものづくりスマート化ロードマップ調査」よりクニエ作成
スマートファクトリー化の成功ポイント
スマートファクトリー化の成功ポイントとして、効果を高める観点から2つ、費用を抑える観点から1つ、の計3つにまとめた。
①スマートファクトリー化を経営貢献へと繋げるストーリーづくり
まず、スマートファクトリー化の効果を高めるためのポイント1つ目は「経営貢献へと繋げるストーリーづくり」だ。実際にスマートファクトリーを導入したが経営効果が出なかったといった失敗に陥らないためにも、まずスマートファクトリー化による経営効果(目的)を明確にし、スマートファクトリー化が経営へどのように貢献できるのかのストーリーを事前にしっかり描くことが重要だ。例えば、IoT技術を活用した設備稼働状況の可視化により、利益改善という経営目的を達成したい場合だ。今まで取得困難だったチョコ停(短時間の生産停止)時間や速度低下時間を、IoT技術により設備から異常アラーム情報を収集・蓄積することで容易に取得・可視化が可能となるため、それにより稼働率低下原因や真のボトルネック工程解明につながり、設備稼働率の向上、ひいては製造原価低減という利益改善へ貢献できる。このようなストーリーづくりが、プロジェクト成功の肝となる。
②製造現場から経営層までがモニタリング可能なKPIの設計
効果を高めるためのポイント2つ目は「製造現場から経営層までがモニタリング可能なKPIの設計」だ。経営効果(目的)と経営貢献に繋げるストーリーを明確にした後は、その目的と合致した工程間・工場拠点間で比較可能かつ自動モニタリング可能なKPIを設計することが重要だ。KPI設計では、現場データから、現場指標(不良率や設備停止時間といった現場でモニタリングする指標)、マネジメント指標、経営指標のすべての指標が紐づいたKPIを設計する。さらに、設備の稼働開始・終了時間の定義などKPIを測定するデータ定義まで行うことで、初めて工場間比較が可能なKPIとなる。例えば連続生産方式の製造ラインの場合、稼働終了時間を、ある工場では最上流工程の工程終了時間と定義し、別の工場では最下流工程の工程終了時間と定義しているなど、同じ“稼働時間”でも工場ごとにその定義が異なれば比較したところで何の意味もなさないということになってしまう。このような事態を回避するためにも、データ定義まで行った上で、現場から経営まで紐づいたKPIを設計することがポイントだ。設計したKPIをモニタリングする際に、IoT技術を活用することで現場データの即時取得・表示が可能となり、リアルタイムな経営判断へと繋がる。
例えば図2では、スマートファクトリーの導入目的が利益改善だった場合、それに向けた3M+E軸(製造業における品質管理・工程管理に関わる重要要素であるMan・Machine・Material・Energyの頭文字)でKPIおよび現場指標を設計している。その上で、チョコ停時間などの現場データを即時で取得・表示することで、マネジメント指標、経営指標のリアルタイムモニタリングが可能となり、経営へ影響を及ぼす要因への対応スピードが高まる。また、KPI設計段階で、設備稼働率は製造現場が監視・改善する、などKPIが悪化した際の責任の所在を明確にしておくことで確実にPDCAサイクルが回り、経営貢献へと繋げることができる。
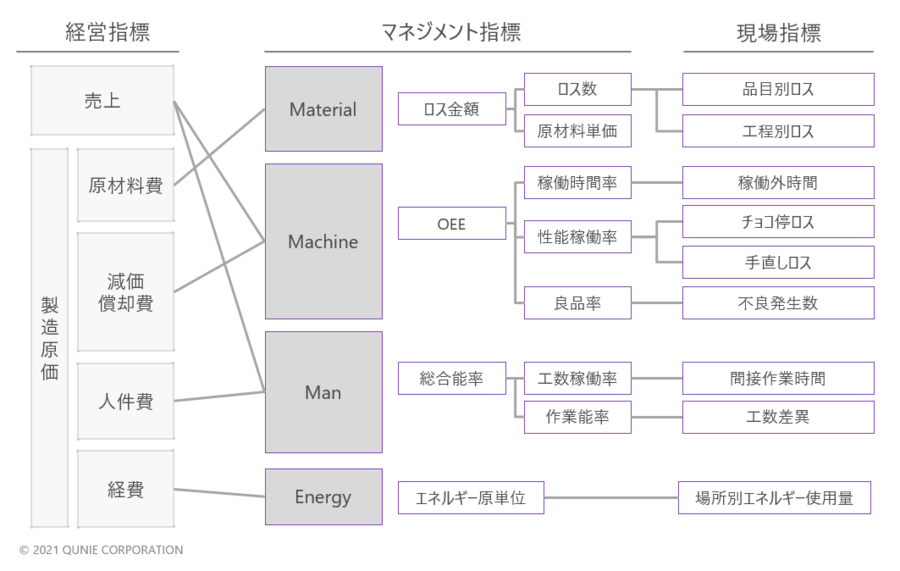
図2:KPI設計イメージ
③収集・蓄積すべきデータ要件および優先度の明確化
3つ目は、スマートファクトリー化の費用を抑えるポイントである「収集・蓄積すべきデータ要件および優先度の明確化」だ。
ソフト面で費用を抑えるためには、製造業務プロセスのどの部分にICT技術を活用すれば効果が高まるのか、そのポイントを見極めることが重要となる。そのためには、まず現状の業務を棚卸し、課題を整理した上であるべき製造業務モデルを設計することが重要となってくる。しかし、現状業務の棚卸・課題整理・施策立案まで問題なく実施できても、あるべき製造業務モデルを踏まえた上で施策の優先度整理および効果が高まるポイントを絞れず、結果的にシステム設計・構築工数が増えてしまい、費用が膨らんでしまうケースが多いと考えられる。このような事態を避けるためにも、施策優先度整理では業務課題の改善要件に加え、FSSC22000等の品質管理要件、トレーサビリティ要件、可視化要件等製造に関わる要件も踏まえた上で製造特性やライン特性から要件の優先度を整理し、真に必要な情報のみを抽出してデジタル化する。そうすることで、デジタル化投資を必要最小限に抑えながらも十分に効果が得られる。また、事前にあるべき製造業務モデルを設計しておくことで、工程間、工場間での業務標準化も取り組みやすく、スマートファクトリーを横展開する際の導入費用も抑えることが可能となる。
例えば食品製造業の場合、品質管理のために記録しているデータはさまざまあるが、HACCAP[5]上のCCP(重要管理点)/OPRP(一般衛生管理点)の管理項目のみデジタル化するなど、工程間、工場間で管理が必要なデータの取得目的ごとに真に必要な情報は何かを見極めてデジタル化することがポイントとなってくる。
一方、ハード面の費用を抑えるためには、真に必要なデータの見極めに加え、データ取得頻度にも着目することがポイントとなる。例えば、品目データは1回/日、設備エラーデータは1回/秒等、デジタル化するデータ項目ごとに最適なデータ取得頻度も設計しておくことで、サーバー容量などハード面の費用を抑えることにも成功する。
おわりに
今回は、経済産業省が示したスマート化の基本的なステップのうち、「レベル1:データの収集・蓄積」について、その費用対効果を高めるポイントを紹介した。
次のステップである「レベル2:データによる分析・予測」や「レベル3:データによる制御・最適化」での更なる生産性向上に向けても、「レベル1:データの収集・蓄積」基盤を構築することが非常に重要なステップとなってくる。例えば食品製造業の場合、品種や容器種類ごとに段取り替え時間(品種や工程内容が変わる際生じる段取り作業に要する時間)を収集・蓄積しておくことで、将来的には需給計画を満たす最適な生産順序を立案して段取り替えロスを最小化することができる。また、製造パラメーターや製造環境情報を収集・蓄積しておくことで、機械が自身でその日の環境にあわせて製造条件を自動制御し完全無人化を達成できる。こういったことが、データ収集基盤を構築しておくことで初めて実現可能となる。スマートファクトリーを進めていく上では、「レベル1:データの収集・蓄積」といった初期ステップに留まらず、「レベル2:データによる分析・予測」や「レベル3:データによる制御・最適化」の次ステップにおける経営インパクトも段階的に整理し、事前にロードマップを描くこと、ロードマップに沿って改革を確実に実行・推進することも重要である。
スマートファクトリー化の道のりは長く、世界的に見てもレベル3のステップにたどり着いている企業は少ない。だが、着実にステップを上がっていくことで、スマートファクトリーを導入していない企業とは大きな差が生まれ、目まぐるしく変化する外部環境へ対応できる力を蓄えることができると筆者は考える。本記事が日本の消費財メーカーや製造業のスマートファクトリー化成功への一助になれば幸いである。
- [1] ISO22000:食品安全マネジメントシステムに関する国際規格。HACCPの食品衛生管理手法をもとに食品安全のリスクを低減し、安全なフードサプライチェーンの展開を実現する。
- [2] FSSC22000:ISO 22000を追加要求事項で補強した食品安全マネジメントシステムに関する国際規格。GFSI(Global Food Safety Initiative)によって、ベンチマーク規格の一つとして承認されている。
- [3] ハラル認証:対象となる商品・サービスがイスラム法に則って生産・提供されたものであることをハラル認証機関が監査し、一定の基準を満たしていると認めること。
- [4] 経済産業省(2017), “ものづくりスマート化ロードマップ調査”, https://www.meti.go.jp/meti_lib/report/H28FY/000093.pdf, (参照2021年9月21日)
- [5] HACCAP:Hazard Analysis and Critical Control Point:食品等事業者自らが食中毒菌汚染や異物混入等の危害要因(ハザード)を把握した上で、原材料の入荷から製品の出荷に至る全工程の中で、それらの危害要因を除去又は低減させるために特に重要な工程を管理し、製品の安全性を確保しようとする衛生管理の手法。